
di Gennaro Pisciotta
Premessa
I formaggi a pasta filata rappresentano il maggior contributo che l’Italia abbia dato all’industria casearia mondiale negli ultimi anni; questo gruppo comprende i tipi molli (quando il contenuto d’acqua nel formaggio supera il 45%) come la mozzarella, i semiduri (quando il contenuto d’acqua nel formaggio è compreso tra il 35 e 45%), come i caciocavalli e i duri (quando il contenuto d’acqua nel formaggio è inferiore al 35%) come i provoloni.
I formaggi a pasta filata sono caratterizzati dalla proprietà della caseina di lasciarsi “filare”, cioè ridurre in fili sottili in particolari condizioni di temperatura ed acidità, quando cioè la pasta è matura. La maturazione della pasta e un fenomeno “di parziale ristrutturazione del reticolo caseinico operato dall’acido lattico prodotto dalla fermentazione lattica o da acidi organici aggiunti che agiscono catturando il calcio del fosfocaseinato di calcio demineralizzandolo (N.d.R. allontanamento del fosfato di calcio dalla micella caseinica).
Tra i formaggi a pasta filata la mozzarella ha avuto un particolare successo internazionale determinando un vero e proprio boom di produzione ed imitazione. In Italia il D.P.R. 13/9/2003 (Modificato con Provvedimento del 11\02\2008) definisce che la “Mozzarella di Bufala Campana” è prodotta esclusivamente con latte di bufala intero fresco. La lavorazione prevede l’utilizzo di latte crudo, eventualmente termizzato o pastorizzato, proveniente da bufale allevate nella zona di cui all’art. 2 è ottenuta nel rispetto di apposite prescrizioni relative all’allevamento e al processo tecnologico.
Art. 2 – Disciplinare di produzione
La zona di provenienza del latte di trasformazione e di elaborazione del formaggio “Mozzarella di bufala” comprende il territorio amministrativo di seguito specificato:
Regione Campania
– Provincia di Benevento: comuni di Limatola, Dugenta, Amorosi. Provincia di Caserta: l’intero territorio.
Provincia di Napoli: comuni di Acerra, Giugliano in Campania, Pozzuoli, Qualiano, Arzano, Cardito, Frattamaggiore, Frattaminore, Mugnano di Napoli.
Provincia di Salerno: l’intero territorio.
Regione Lazio
Provincia di Frosinone: comuni di Amaseno, Giuliano di Roma, Villa S. Stefano, Castro dei Volsci, Pofi, Ceccano, Frosinone, Ferentino, Morolo, Alatri, Castrocielo, Ceprano, Roccasecca.
Provincia di Latina: comuni di Cisterna di Latina, Fondi, Lenola, Latina, Maenza, Minturno, Monte S. Biagio, Pontinia, Priverno, Prossedi, Roccagorga, Roccasecca dei Volsci, Sabaudia, S. Felice Circeo, Sermoneta, Sezze, Sonnino, Sperlonga, Terracina, Aprilia.
Provincia di Roma: comuni di Anzio, Ardea, Nettuno, Pomezia, Roma, Monterotondo.
Regione Puglia
Provincia di Foggia: l’intero territorio dei comuni di Manfredonia, Lesina e Poggio Imperiale e parte del territorio dei comuni che seguono con la corrispondente delimitazione: Cerignola- la zona confina ad est con il lago Salpi, a sud con la statale n. 544, a nord e ad ovest con il comune di Manfredonia; Foggia – la zona abbraccia il perimetro della nuova circonvallazione, ad est in direzione del comune di Manfredonia, ad ovest in direzione del comune di Lucera, a nord e a sud confina con la rimanente parte del comune di Foggia; Lucera. La zona interessata confina ad ovest con il comune di Foggia, a sud con la statale n. 546 e con parte del torrente San Lorenzo, a nord con la strada provinciale n. 16 fino a raggiungere il comune di Torremaggiore e ad est con la strada provinciale n. 17 che da Lucera conduce a Foggia; Torremaggiore. La zona interessata confina a sud con il comune di Lucera, ad est con il comune di San Severo, ad ovest con la strada provinciale n. 17 in direzione Lucera e a nord confina con il comune di Apricena; Apricena. La zona interessata costeggia a sud il torrente Radicosa, ad est la strada Pedegarganica ed il comune di Sannicandro Garganico, ad ovest con il comune di Lesina e a nord con il comune di Poggio Imperiale; Sannicandro Garganico.
La zona interessata confina a sud con la strada statale Garganica, a nord con il comune di Lesina, ad ovest con il comune di Apricena, ad est con il comune di Cagnano Varano; Cagnano Varano. La zona interessata confina a sud con la strada statale Garganica, ad est con il lago di Varano, ad ovest con il comune di Sannicandro Garganico e a nord con il mare; San Giovanni Rotondo. La zona interessata confina a sud con la strada n. 89, ad est con il comune di Manfredonia, ad ovest con il comune di San Marco in Lamis e a nord con la strada provinciale n. 58; San Marco in Lamis. La zona interessata confina a nord con il comune di Foggia, ad est con il comune di San Giovanni Rotondo, ad ovest con il comune di Rignano Garganico e a nord con la restante parte del comune di San Marco in Lamis.
Regione Molise – Provincia di Isernia: comune di Venafro
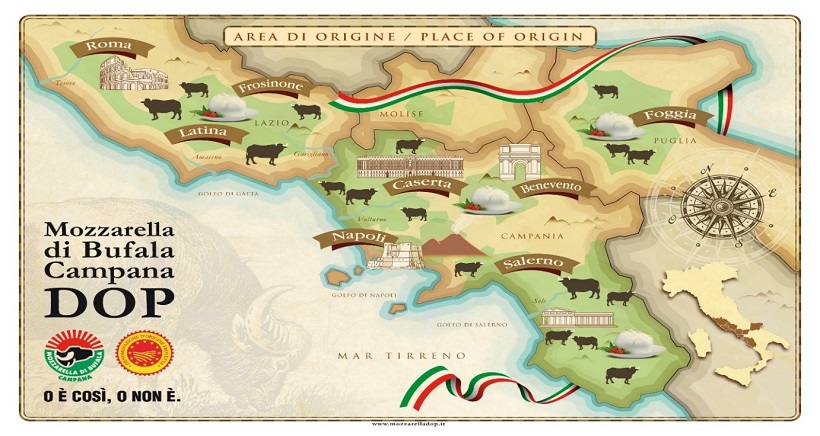
Area di origine della Mozzarella di Bufala Campana (fonte Caseificio la Baronia)
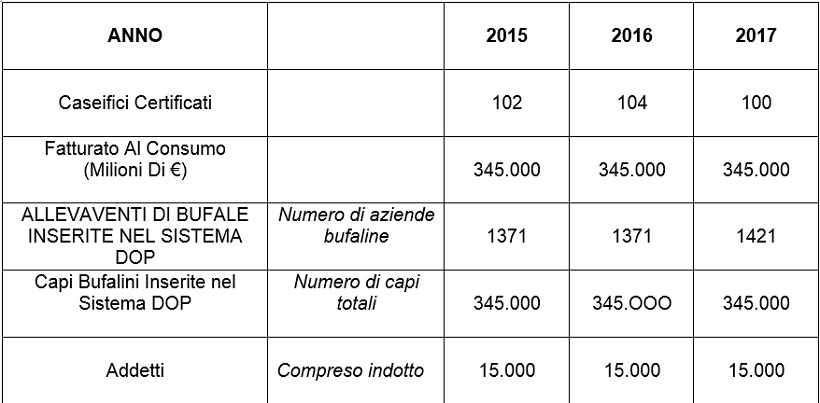
La quantità di latte di bufala campana trasformata in mozzarella è la seguente:
Il consumo e la produzione di mozzarella e di paste filate in Europa ed in America ha superato come trend, lo sviluppo di ogni altro formaggio grazie anche alla diffusione di un piatto tipico italiano: la pizza, che è il simbolo della dieta mediterranea “made in Italy”. Si calcola che nei soli Stati Uniti dal 1960 ad oggi, il consumo di mozzarella e similari sia cresciuto con un ritmo del 16% all’anno, raggiungendo un quarto della produzione totale dei formaggi nel paese.
L’aumento del consumo della mozzarella di bufala sta avvenendo a scapito dei formaggi tradizionali, perché assomma in sé i quattro attributi fondamentali dei cosiddetti prodotti “moderni”: gusto, salute, finalità di consumo tal quale ed impiego come ingrediente per preparazioni alimentari successive. Infatti, la mozzarella incontra sempre più il favore dei consumatori proprio per la caratteristica di pasta filata che provoca sensazioni positive al gusto e apprezzamento maggiore per la struttura fisica del prodotto (struttura a sfoglie sottili e fondente) con particolare “bouquet”. Dal punto di vista salutistico apporta all’organismo calcio, fosforo, proteine e grassi, infatti ne contiene il 22 – 27 % se è di bufala e il 18-22 % se è ottenuta con latte vaccino, quindi è un alimento energetico e costituisce un piatto completo.
La “mozzarella di bufala” è uno squisito formaggio con particolare “bouquet”, da consumarsi al naturale o condita con olio, sale e pepe o alla ” caprese” con pomodoro e basilico. Trova inoltre un largo impiego in cucina per la preparazione di piatti tipici.
Cenni storici e localizzazione dell’allevamento bufalino
Le prime testimonianze sulla “mozzarella di bufala” risalgono al 1400, quando veniva chiamata semplicemente “mozza”, perché nella fase finale del processo di lavorazione che culmina con la mozzatura: il casaro ponendo le mani a guisa di tenaglia mozza la pasta in porzioni delle dimensioni richieste che costituiscono appunto le mozzarelle.
Non si esclude, però, che possa avere origini più antiche, giacché ì bufali vennero importati in Italia dai Longobardi nei VI secolo d.C. al seguito del capo barbaro Agilulfo secondo la testimonianza dello storico Paolo Diacono.
Prime tracce di aziende bufaline figurano di proprietà dei Fieramosca nel 1493 nei dintorni di Capua (Caserta). I comprensori dove si affermò l’allevamento del bufalo erano costituiti da terreni dove il disordine idraulico e la quasi assenza di viabilità imposero l’allevamento del bufalo, il solo che per le risorse della sua rustica costituzione riusciva a resistere alle averse condizioni. In natura l’habitat preferito dalla bufala è costituito da un ambiente paludoso, in cui l’animale può immergersi per proteggere la pelle dal fastidio dei parassiti perché è coperta da pelo rado. La necessità dell’acqua è ugualmente determinata dalla scarsezza di ghiandole sudoripare, di modo che, durante la calura estiva, il bufalo ama immergersi nell’acqua per ristabilire l’equilibrio termico.
Veniva utilizzato per l’aratura dei campi, per i trasporti nelle zone acquitrinose, dove gli zoccoli del bufalo lunghi e larghi non affondavano troppo; e per il diserbo dei canali costringendo le bufale a seguire il corso degli stessi, veniva strappata dagli zoccoli degli animali la vegetazione palustre del fondo dei canali e alcuni studiosi erano arrivati a sentenziare la loro scomparsa dopo la sistemazione idraulico – agraria delle zone di allevamento, i Mazzoni nel Casertano, la Valle del Sele nel Salernitana, l’Agro Pontino interessante le province di Latina e Frosinone).
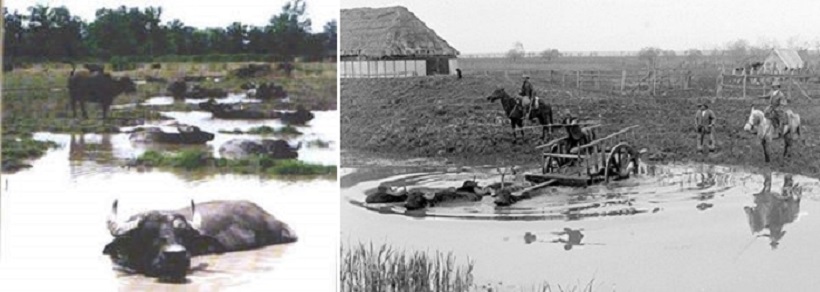
Bufali in ambiente paludoso – Bufali usati per i trasporti zone acquitrinose
Fino al quarto censimento agricolo chiuso nel Febbraio del 1991, l’ISTAT ha continuato ad ignorare la specie bufalina (a differenza dei suini e degli ovi – caprini), calcolando i capi allevati tra quelli della razza bovina. Secondo stime accreditate il patrimonio bufalino nazionale (N.d.R. inserito nel sistema DOP) ammonta 345.000 capi.
Caratteristiche del latte di bufala
Il latte di bufala ha sapore dolce, colore bianco opaco dovuto all’assenza di carotenoidi e caratteristiche molto simili a quelle del latte vaccino, che però gli conferiscono pregi organolettici che la rendono superiore, in particolar modo per la trasformazione in mozzarella.
Valori percentuali più comuni delle caratteristiche chimiche e chimico-fisiche del latte bufalino e vaccino:
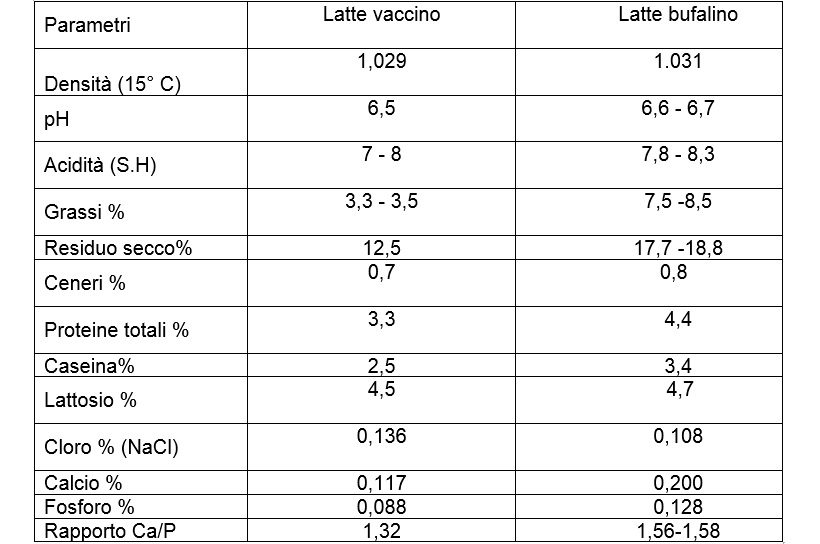
Dalla tabella dei parametri si evince che le principali differenze tra il latte bufalino e quello vaccino sono rappresentate dal contenuto in grasso e dal contenuto in proteine, caratteristiche queste importanti per la determinazione della resa in formaggio e per il contributo che danno alla tipicità della mozzarella di bufala. La resa per produzione da latte bufalino arriva al 22 %, mentre per produzioni da latte di vacca si assesta intorno al 14-15 %. Ossia dalla lavorazione di 1 quintale di latte di bufala si ottengono 22 Kg di mozzarella circa, contro i 14 – 15 kg ottenuti mediamente da 1 quintale di latte vaccino. Dal siero residuo si ottengono i seguenti sottoprodotti:
– ricotta kg 6
– burro kg 1 circa
L’ attività finalizzata alla verifica, mediante l’utilizzo di una specifica formula, della compatibilità tra la quantità di latte in ingresso e la quantità di Mozzarella di Bufala Campana DOP prodotta, durante il ciclo produttivo giornaliero. Il bilancio di massa così definito, effettuato all’interno dei caseifici aderenti al Piano dei Controlli della Mozzarella di Bufala Campana DOP, viene effettuato seguendo i seguenti parametri:
- kg di latte in entrata per ciclo produttivo giornaliero;
- kg di mozzarella di bufala campana DOP prodotta per ciclo produttivo giornaliero;
- % grasso del latte determinato sul campione di latte massale analizzato in autocontrollo nel mese precedente;
- % proteina latte massale determinato sul campione di latte massale analizzato in autocontrollo nel mese precedente.

Altro aspetto della tipicità di questo prodotto è strettamente legato alla natura microbiologica del latte e per la presenza di alcuni ceppi di lattobacilli in concentrazione, superiore al latte vaccino, le trasformazioni che avvengono nel latte durante la maturazione e la filatura sono sicuramente ascrivibili a Streptococchi, Lattobacilli e ai Coliformi. Influiscono positivamente sull’acidificazione della cagliata durante la trasformazione l’attività metabolica dei lattobacilli è responsabile particolarmente del sapore e dell’aroma tipici di questo formaggio.
È invalsa la pratica di far coprire le bufale nei mesi di marzo, aprile e maggio per due ragioni: una di carattere fisiologico perché la lattazione è più lunga quando il parto avviene nel periodo compreso tra gennaio e maggio; l’altra ragione è di carattere economico perché durante l’estate il latte spunta prezzi più alti per la maggior richiesta di mozzarella, tenendo conto che il latte bufalino viene destinato tutto alla trasformazione. Il prezzo del latte bufalino è in continuo aumento ed attualmente su € 1,50 al netto dell’IVA.
Tecnologia e trasformazione
Il latte di bufala viene trasformato in mozzarella nella maggioranza dei caseifici della Regione Campania ancora con sistemi tradizionali in cui le operazioni manuali rimangono fondamentali e solo alcune operazioni del processo di lavorazione sono state meccanizzate (es. omogenizzatori per la riduzione della cagliata a strisce, mozzatura della pasta filata mediante formatrici meccaniche a rulli per le piccole pezzature del formaggio, confezionamento del prodotto ecc.), poiché le macchine proposte dall’industria non hanno fornito risultati soddisfacenti. Infatti, le macchine proposte erano le stesse adottate per la trasformazione del latte vaccino, non tenendo conto della differente composizione chimica e delle proprietà organolettiche della mozzarella di vacca rispetto a quella di bufala.
Il latte giunto in caseificio viene filtrato e controllato analiticamente per l’accertamento dei principali parametri, quali: densità, grassi, proteine (totali e caseina), acidità titolabile (in gradi S.H.), pH, utili per avere un quadro globale della materia prima da sottoporre a trasformazione. Alcuni caseifici sono dotati di un piccolo laboratorio dove effettuano le analisi, altri si servono di laboratori esterni e all’interno controllano solo densità, % di grasso e acidità in gradi S.H.
Nella tecnologia tradizionale di fabbricazione della mozzarella di bufala il latte crudo appena giunto in caseificio viene immesso in caldaie di acciaio inox, generalmente della capacità di q.li 5 – 10 e viene riscaldato alla temperatura di circa 35 °C mediante immissione diretta di vapore. Le caldaie metalliche offrono il vantaggio di essere facilmente sterilizzabili dando così garanzie di igienicità del prodotto. Al latte in caldaia viene aggiunto siero – innesto (5 – 10 %), cioè il siero del giorno precedente lasciato acidificare a temperatura ambiente.
Il siero – innesto deve ricevere la massima attenzione, scegliendo accuratamente da precedenti e ben riuscite lavorazioni quell’insieme di fermenti utili per indirizzo caseario prescelto, infatti, bisogna sottolineare che il siero – innesto influenza molto l’aroma tipico del prodotto sulla cui standardizzazione è necessario insistere, inoltre una precisa ed idonea presenza di fermenti determina una regolare maturazione, della pasta.
L’aggiunta di siero-innesto ha lo scopo di favorire l’acidificazione del latte arricchendolo di microrganismi fermentanti che trasformano gli zuccheri presenti in acidi lattico. attaccano anche quelli proteici (microrganismi secondari) producendo sostanze aromatizzanti tipiche di questo formaggio.
La coagulazione viene effettuata mediante l’aggiunto di caglio liquido con titolo 1:10.000 nella proporzione di 0,5 – 1 ml per 100 litri e avviene in media in 45 minuti; tale tempo è suscettibile di variazione in funzione della temperatura esterna e dell’acidità.
Nel periodo invernale nelle caldaie non dotate di dispositivo di termoregolazione con elevata superficie di scambio il tempo di lavorazione si allunga; nel latte molto acido il tempo di coagulazione diminuisce in estate, mentre viceversa aumenta in inverno quando il latte non presenta acidità elevata.
Avvenuta la coagulazione, si lascia riposare la cagliata in caldaia per un tempo che è circa la metà del tempo di coagulazione (circa 15 – 20 minuti) dopo di che si procede con la spada alla rottura a croce. Si lascia riposare la cagliata per circa 10 minuti, che consente l’inizio dello spurgo, e si esegue una seconda rottura con la lira riducendo la cagliata in grumi grandi 2 – 3 cm, cioè della grossezza di una noce.
La cagliata viene lasciata depositare sul fondo della caldaia, immersa quindi nel siero rimane a maturare per 3 – 4 ore a seconda della stagione e della temperatura ambiente. Ad intervalli di tempo variabili, durante la maturazione della cagliata, laddove non sono disponibili caldaie termoregolate, una modesta quota del siero viene riscaldata ed immessa nella caldaia allo scopo di mantenere il possibile la temperatura intorno ai 35 °C. Il grado di maturazione, cioè il momento giusto per la filatura si può stabilire anche se in modo sperimentale, quando un pezzo di pasta prelevato dalla massa caseosa e messo in acqua bollente, si lascia tirare in fili lunghi. Una permanenza troppo prolungata della cagliata nel siero determina la formazione di un formaggio compatto e granuloso, viceversa, un periodo troppo breve di maturazione dà un prodotto difficile da filare.
La cagliata estratta dal siero e tagliata in grossi pezzi, con il tradizionale falcetto, viene sistemata su tavolati e lasciata spurgare del siero residuo.
Alla fine della maturazione, in corrispondenza di valori di pH intorno a 4,3 – 4,9, allorquando avrà raggiunto le caratteristiche di fi labilità, la cagliata viene tagliata in listarelle con un trita cagliata e posta in una vasca di legno (quindecima) dove si mescola manualmente in modo da creare uno strato uniforme e viene fusa per aggiunta di acqua bollente a circa 90°C. L’acqua non incorporata nell’impasto viene successivamente allontanata dal recipiente di filatura raccogliendola con una ciotola e filtrandola con un setaccio a maglie fini per recuperare i piccoli pezzi di pasta fusa.
Al termine dell’operazione di filatura la pasta assume la struttura filiforme che costituisce la caratteristica specifica della categoria dei formaggi a pasta filata. La cosiddetta filatura è un particolare aspetto reologico della pasta legato alla caseina che viene demineralizzata per il sequestro del calcio dal suo reticolo da parte da parte dell’acido lattico e conseguente disgregazione dello stesso. Tale fenomeno consente alle” lamelle reticolari” di scorrere le une sulle altre permettendo alla pasta di filare.
Schema della reazione:
- Caseinato di calcio + Caglio = Paracaseinato di Calcio (precipitato di cagliata insolubile)
- Paracaseinato di calcio + Acido lattico = Paracaseinato monocalcico + Lattato di calcio (solubile in acqua calda) + sale fibroso, morbido, plastico
La morbidezza assunta dalla pasta e la particolare lucentezza dovuta ai veli sempre più ampi e sottili sono i parametri che permettono di valutare se la pasta e pronta per la fase successi va o meno (mozzatura).
La mozzatura è la fase che completa il processo di lavorazione di questo formaggio definendone la precisa tipologia casearia della mozzarella, che richiede professionalità e destrezza da parte degli operatori per la sua delicatezza. Due casari si sistemano attorno ad una vasca piena di acqua fredda (10 – 15 °C), uno preleva dalla comdecima circa 3 – 4 Kg di pasta e la modella e l’altro provvede a staccarvi (mozzare) con il pollice e l’indice delle due mani a guisa di tenaglia dei pezzi di pasta di dimensioni relativa alla tipologia da realizzare (mozzarella, ovolina, bocconcino, ecc.) e curando la perfetta tenuta delle suture, la cui stabilità è poi assicurata dall’acqua fredda in cui si fanno cadere le varie pezzature.
Diversi caseifici, pur conservando la formatura manuale, utilizzano delle formatrici meccaniche con le quali vengono ottenute le pezzature più piccole (50-100) quali bocconcini e ciliegine, che si fanno sempre cadere in acqua fredda per rassodarle.
Una volta rassodate, le mozzarelle vengono trasferite in una vasca di salamoia, costituita da acqua bianca sgrassata (ovvero acqua di lavorazione della cagliata opportunamente sgrassata per il recupero della sostanza grassa), salata alla concentrazione di circa il 12 % e con acidità compresa fra 18 – 30 ° S.H.

Formatrice (fonte www.uroversi.com)
La sosta in tali vasche, utile sia per consentire al prodotto di acquistare una sufficiente sapidità, sia per assicurare un equilibrio fisico nella fase di conservazione, dura in genere dalle12 alle 15 ore. Anche questa riveste un’importanza notevole, in quanto una procedura difforme determina alterazioni nel prodotto, quali formazioni di rigonfiamenti superficiali, principi di fermentazioni anomale all’interno del formaggio, con presenza d occhiature consistenti.

Salamoia (fonte www.milkylab.it)
Confezionamento – Rappresenta la fase finale del processo di lavorazione, nel corso della quale il prodotto viene affidato a vari canali di distribuzione (vendita diretta nei caseifici, punti vendita diretta nei negozi al dettaglio e supermercati, ipermercati, fornitura a ristoranti, pizzerie, esportazione del prodotto in altre regioni ecc.). Il formaggio ormai pronto per il consumo deve essere mantenuto in “liquido di governo”, costituito da acqua bianca sgrassata per affioramento, a tenore di acidità controllata (15 – 13 S.H.), al fine di assicurare al prodotto stabilità fisica e caratteristiche reologiche ottimali ed e avvolto in carta pergamena. La fase di confezionamento, dopo la legge che del 11/06/1986 che implicitamente autorizzava l’incarto della mozzarella nel latticello e obbligava al confezionamento integrale, si sta tentando di meccanizzarla anche a livello di piccoli caseifici per migliorare i requisiti igienico-sanitari del prodotto. Però la possibilità di contaminazioni esterne resta poiché la legge non parla di sigillatura totale del prodotto, il che consente di utilizzare confezioni forate per la vendita a peso netto del prodotto. C’è da aggiungere il vuoto legislativo al riguardo: infatti in Italia attualmente non esistono soglie da rispettare per la qualità microbiologica del prodotto e dei formaggi freschi a pasta filata, categoria alla quale appartiene la mozzarella di bufala
Come sottoprodotto del ciclo produttivo si ricorda la ricotta ottenuta dal siero residuo della lavorazione dopo averlo scaldato a 90° C, quindi si aggiunge una sufficiente quantità di siero acido che dà un coagulo fine, soffice e grasso che sgocciolato viene posto in commercio.

Marchio Dop e logo della Mozzarella di Bufala Campana Dop
Difetti
Classificazione:
- Colore
- Pelle
- Consistenza
- Gonfiore
- Gusto ed aroma
a) Difetti di colore:
1) Verde: eccesso di clorofilla utilizzato per mascherare i caroteni del latte di vacca utilizzato
2) Giallo: presenza di latte o cagliate di vacca.
b) Difetti di pelle:
1) Vaiolo o ‘mbollatura: bollicine che coprono la mozzarella e la fanno galleggiare, se interessano anche l’interno vi è contaminazione di coliformi. La causa principale è l’acidità elevata della salsetta, si ovvia pastorizzando e centrifugando la salsetta.
2) Altri difetti: pelle delicata (si solleva facilmente), viscida (scomparsa completa della pellicina) o a buccia di banana (troppa spessa).
c) Difetti di consistenza:
1) Rammollimento: quando la cagliata è filata con troppa acqua bollente o troppo lungo contatto con l’acqua (passata di cottura).
2) Indurimento può essere precoce (cagliata troppo acerba o troppo matura) o tardivo (salsetta troppo fredda o latte pastorizzato a temperature troppo alte).
d) Difetti di gonfiore: caratterizzato da occhiature di varia grandezza che quando si accentua fa galleggiare il prodotto sul liquido di governo ed e un difetto microbico causato da vari agenti provenienti da una mammella non sana.
e) Difetti di gusto ed aroma: sapore amaro (eccesso di caglio, siero innesto vecchio, alcuni aromi degli alimenti del bestiame si trasferiscono al formaggio es. insilati di mais mal conservato), sapore di rancido (per azione della lipasi che scinde i grassi e libera acidi grassi specialmente nel periodo invernale per raffreddamento del latte).
Aspetti legislativi e merceologici
La cronologia legislativa del riconoscimento della Mozzarella di Bufala Campana D.O.P.:
- Legge n. 125 del 10/4/1954, Tutela delle denominazioni di origine e tipiche dei formaggi;
- P.R. del 28/9/1979, Riconoscimento della denominazione tipica del formaggio “Mozzarella di bufala”;
- CEE 2081 del 14/7/1992, Protezione delle Indicazioni geografiche e Denominazioni di Origine dei prodotti agricoli ed alimentari;
- P.R. del 10/5/1993, Riconoscimento della denominazione di origine del formaggio “Mozzarella di bufala campana”;
- CE n. 1107 del 12/6/1996, Registrazione delle indicazioni geografiche e denominazioni di origine di all’art. 17 del Reg. CEE 2081/92;
- M. del 7/4/1998, Determinazione degli elementi di etichettatura per il prodotto a denominazione di origine protetta “Mozzarella di Bufala Campana”;
- Decreto Ministero delle Politiche Agricole, Alimentari e Forestali del 11/2/2008, Modifica del disciplinare di produzione della denominazione “Mozzarella di Bufala Campana”, registrata in qualità di denominazione origine protetta in forza del regolamento CE n. 1107 del 12 giugno 1996.
Ci soffermiamo solo sull’art.3 del Decreto Ministero delle Politiche Agricole, Alimentari e Forestali del 11/2/2008 – Disciplinare della Mozzarella di Bufala Campana che detta i principali requisiti che deve avere il latte destinato a diventare:
La “Mozzarella di bufala campana” è prodotta esclusivamente con latte di bufala intero fresco. La lavorazione prevede l’utilizzo di latte crudo, eventualmente teorizzato o pastorizzato, proveniente da bufale allevate nella zona di cui all’art. 2 e ottenuta nel rispetto di apposite prescrizioni relative all’allevamento e al processo tecnologico, in quanto rispondenti allo standard produttivo seguente:
A) gli allevamenti bufalini dai quali deriva il latte devono essere strutturati secondo gli usi locali con animali originari della zona di cui all’art. 2, di razza mediterranea italiana. I capi bufalini allevati in stabulazione semilibera in limitati paddok, all’aperto con ricorso al pascolamento, devono risultare iscritti ad apposita anagrafe già prevista per legge;
B) il latte deve: i. possedere titolo in grasso minimo del 7,2%; ii. possedere titolo proteico minimo del 4,2%; iii. essere consegnato al caseificio, opportunamente filtrato con mezzi tradizionali e trasformato in Mozzarella di Bufala Campana entro la 60a ora dalla prima mungitura;
C1) l’acidificazione del latte e cagliata è ottenuta per addizione di siero innesto naturale, derivante da precedenti lavorazioni di latte di bufala avvenute nella medesima azienda o in aziende limitrofe ubicate nella stessa zona di produzione di cui all’art. 2;
C2) la coagulazione, previo riscaldamento del latte ad una temperatura variante da 33° a 39° C, è ottenuta per aggiunta di caglio naturale di vitello;
C3) la maturazione della cagliata avviene sotto siero per un tempo variabile in relazione alla carica di fermenti lattici presenti nel siero innesto naturale aggiunto, ma oscillante intorno alle cinque ore dalla immissione del caglio. Al termine della maturazione, dopo sosta sul tavolo spersoio, la cagliata viene ridotta a strisce, tritata e posta in appositi mastelli, anche in acciaio o in filatrici. La cagliata, dopo miscelazione con acqua bollente, viene filata, quindi mozzata e/o formata in singoli pezzi nelle forme e dimensioni previste. Questi ultimi, vengono posti in acqua potabile, per tempi variabili in funzione della pezzatura, fino a rassodamento. La salatura viene eseguita in salamoia per tempi variabili in base alla pezzatura ed alla concentrazione di sale delle salamoie, cui segue immediatamente il confezionamento, recante il contrassegno della D.O.P. da effettuarsi nello stesso stabilimento di produzione. Il prodotto confezionato deve essere mantenuto, fino al consumo finale, nel suo liquido di governo, confezionato deve essere mantenuto, fino al consumo finale, nel suo liquido di governo, acidulo, eventualmente salato. Il prodotto può essere affumicato solo con procedimenti naturali e tradizionali: in tal caso la denominazione di origine deve essere seguita dalla dicitura “affumicata”.
E i requisiti del formaggio:
D) forma: oltre alla forma tondeggiante, sono ammesse altre forme tipiche della zona di produzione, quali bocconcini, trecce, perline, ciliegine, nodini, ovolini;
E) peso, variabile da 10 g a 800 g, in relazione alla forma. Per la forma a trecce, è consentito il peso fino a 3 kg;
F) aspetto esterno: colore bianco porcellanato, crosta sottilissima di circa un millimetro con superficie liscia, mai viscida né scagliata;
G) pasta: struttura a foglie sottili, leggermente elastica nelle prime otto-dieci ore dopo la produzione ed il confezionamento, successivamente tendente a divenire più fondente; priva di difetti quali occhiature, provocati da fermentazioni gassose o anomale; assenza di conservanti, inibenti e coloranti; al taglio presenza di scolatura in forma di lieve sierosità biancastra, grassa, dal profumo di fermenti lattici;
H) sapore: caratteristico e delicato;
I) grasso sulla sostanza secca: minimo 52%;
L) umidità’ massima: 65%.

Mozzarella di Bufala Campana alla Caprese (fonte www.agricoltura.regione.campania.it)
Le caratteristiche organolettiche di questo formaggio e la tecnica di degustazione saranno trattati nella seconda parte di questo articolo con relativa scheda di degustazione O.N.A.F. (Organizzazione Nazionale Assaggiatore Formaggi).
Gennaro Pisciotta, laureato in Scienze e Tecnologie agrarie all’Università G. Marconi – Facoltà di Scienze e Tecnologie Applicate di Roma, è Agrotecnico e docente presso l’ISIS “Falcone” di Pozzuoli (Napoli). Curriculum vitae >>>




")
